Industrial Decals: The Definitive Guide
Authored by Tom Tucky & Chris Raymond | Updated April 2026
In industrial environments, decals are not decorative. They are functional components of machinery, infrastructure, and safety systems. A poorly spec’d decal can peel, fade, or fail, creating compliance issues, operational downtime, a terrible corporate look, or even safety risks.
Industrial decals must withstand UV exposure, chemical contact, abrasion, temperature swings, pressure washing, and challenging substrates such as powder-coated steel or low-surface-energy plastics.
Industrial decals are durable identification, warning, and branding graphics designed for machinery, fleet vehicles, and industrial infrastructure. Unlike standard vinyl stickers, industrial decals must withstand harsh environments, including UV exposure, chemical contact, pressure washing, and temperature extremes. This guide explains how to select the correct vinyl materials, adhesive systems, and laminates for long-lasting industrial decal performance.

Table of Contents:
- What Makes a Decal "Industrial"?
- The 5 Failure Modes of Industrial Decals
- Adhesive Systems Explained: The Chemistry of the Bond
- Problem Solvers: Engineering for Difficult Substrates
- Reflective Industrial Decals: 24/7 Visibility & Risk Mitigation
- Cast vs. Calendered: The Physics of Vinyl Manufacturing
- Lamination: The Functional Armor Requirement
- Environmental & Compliance Considerations
- Installation Best Practices
- How to Choose the Right Industrial Decal
- Frequently Asked Questions
- Conclusion
What Makes a Decal “Industrial”?
In a commercial setting, a sticker is often decorative and temporary. In an industrial environment, a decal is a functional component of machinery, infrastructure, or safety systems. To qualify as an industrial decal, it must be engineered to withstand environmental stresses that would cause a standard vinyl sticker to fail or degrade too quickly.
The Components of an Industrial Decal
For a decal to meet the demands of a factory floor, construction site, or utility grid, it must be specified across six key performance vectors:
- Strong, High-Performance Adhesives: Unlike standard "tack," industrial adhesives are formulated for specific surface chemistries. This includes high-tack acrylics for "slippery" low-surface-energy (LSE) plastics and powder-coated finishes.
- UV Resistance (3–7+ years outdoor): Industrial decals utilize UV-stabilized base films and automotive-grade pigments. This prevents the vinyl from becoming brittle and the inks from bleaching under constant solar load.
- Chemical and Solvent Resistance: In environments where contact with diesel fuel, hydraulic fluid, or industrial degreasers is common, the decal (and its matched overlaminate) must act as a chemical barrier.
- Abrasion Resistance: Decals must survive physical contact, whether from operator handling, shifting cargo, or high-pressure wash-down cycles.
- Opacity Over Dark Surfaces: High-performance industrial films often utilize a grey-pigmented "blockout" adhesive. This ensures opacity, preventing dark paint or old graphics from "ghosting" through the new label.
- Legibility Retention for Compliance: If an OSHA-mandated safety warning becomes unreadable, the equipment is no longer compliant. Industrial decals are engineered to maintain high contrast and edge-to-edge adhesion to ensure permanent readability.
Common Industrial Applications
These materials are required in any environment where failure leads to downtime or liability:
- Equipment ID labels
- Control panel markings
- Safety and warning labels
- Fleet asset identification
- Generator & compressor branding
- Waste management bin decals
- OSHA compliance graphics
The 5 Failure Modes of Industrial Decals
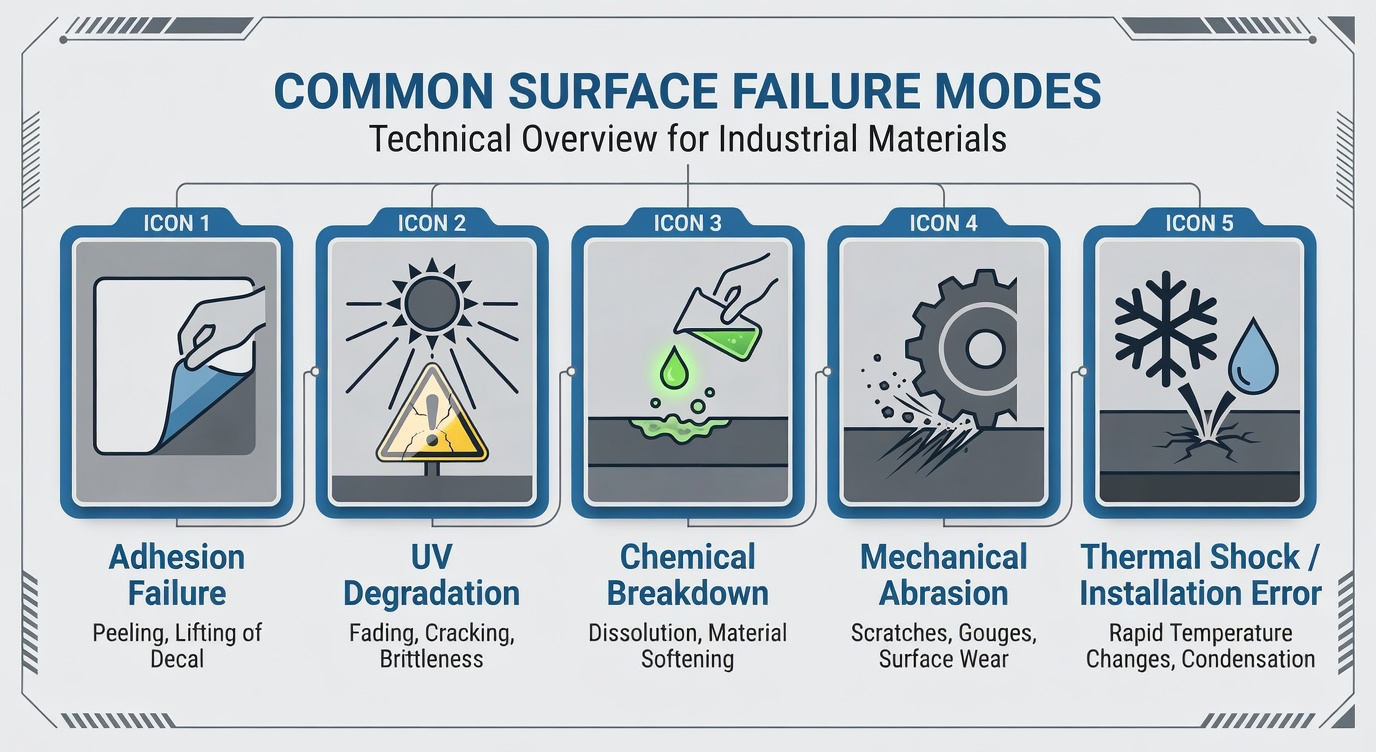
Understanding how standard vinyl fails is the prerequisite for specifying high-performance materials. In industrial applications, catastrophic decal failure, resulting in safety compliance violations or asset downtime, is driven by five primary mechanical and environmental stressors.
1. Adhesion Failure (Delamination & Edge Lift)
This is the most frequent point of failure, occurring when the adhesive fails to achieve adequate "wet out" to form a permanent structural bond with the substrate.
- The Substrate Culprits: Low Surface Energy (LSE) plastics (such as HDPE and polypropylene), heavily textured surfaces, and powder-coated steel (which chemically resists standard acrylic adhesives).
- The Commercial Impact: Standard decals will quickly exhibit edge curl or complete delamination, requiring constant repurchasing and re-application.
- The Engineered Solution: Specifying high-tack, low-viscosity adhesives engineered specifically to penetrate and grip LSE molecular structure
2. UV Degradation (Plasticizer Migration & Photodegradation)
Prolonged exposure to ultraviolet radiation attacks the chemical integrity of both the printed ink and the base vinyl film.
- The Result: The vinyl loses its plasticizers, causing it to shrink, chalk, and become brittle. Simultaneously, non-automotive grade inks suffer from photodegradation (bleaching).
- The Commercial Impact: The "halo effect" from shrinking vinyl exposes the adhesive bed to dirt, while faded inks render critical safety warnings or branding completely illegible.
3. Chemical & Solvent Breakdown
Industrial environments are volatile; the decal must act as a chemical barrier.
- The Exposure: Direct or ambient contact with harsh industrial chemicals, including diesel fuel, hydraulic fluids, Skydrol, and heavy-duty degreasers.
- The Result: These chemicals actively dissolve the acrylic adhesive bond and strip unprotected ink directly from the vinyl surface.
- The Engineered Solution: Mandatory specification of chemical-resistant, matched overlaminates. Unlaminated decals will experience rapid failure in fueling or machine shop environments.
4. Mechanical Abrasion (Physical Shearing)
Industrial decals are physically targeted by the aggressive nature of the work environment.
- The Stressors: High-impact zones subject graphics to forklift sideswipes, gravel impact, operator friction, and repetitive material handling.
- The Commercial Impact: Without functional armor, the printed face is physically sheared off. Even if the base vinyl remains adhered, destroyed serial numbers or OSHA warnings immediately trigger compliance liabilities.
- The Engineered Solution: Applying heavy-duty overlaminates that absorb kinetic damage, sacrificing the clear top layer to protect the underlying data.
5. Installation & Application Failure
Even premium cast films will fail if the molecular bond is compromised at the point of application.
- Surface Contamination: Residual machine oils, waxes, or silicone-based release agents act as an invisible barrier, entirely blocking the adhesive from the substrate.
- Thermal Shock: Applying decals below the manufacturer's minimum application temperature prevents the adhesive from reaching its "flow" state, causing it to freeze rather than bond.
- Hydrostatic Pressure: In wash-down environments, failing to apply liquid edge sealers allows high-PSI water nozzles to force moisture under the vinyl, hydrostatically blasting the decal off the equipment.
Adhesive Types Explained
An industrial decal’s performance relies entirely on its "wet out," the mechanical ability of the adhesive fluid to flow into the microscopic topography of a substrate and establish a structural, permanent bond. To solve specific environmental and operational challenges, we engineer our decals using five specialized adhesive systems.
Standard Permanent Acrylic: The HSE Baseline
The "workhorse" of the industrial labeling sector. This adhesive is formulated specifically for High Surface Energy (HSE) substrates, where the surface chemistry naturally attracts and anchors the adhesive.
- The Chemistry: Builds a high-strength, reliable molecular bond over a 24- to 72-hour curing window.
- Commercial Application: The most cost-effective specification for flat machinery panels, bare aluminum, stainless steel enclosures, and rigid safety signage.
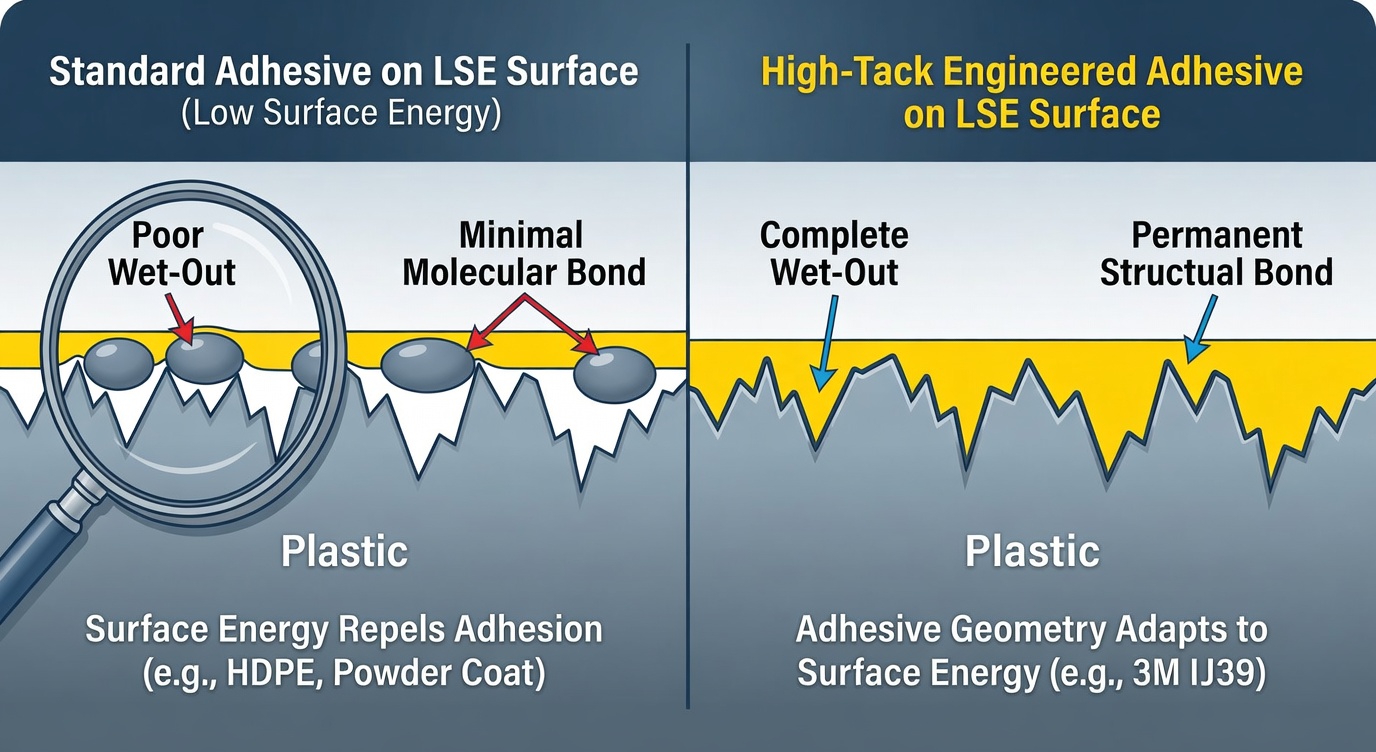
High-Tack Acrylic: The LSE Problem Solver
Standard acrylics frequently suffer from delamination on "slick" or textured surfaces. High-tack adhesive systems are engineered with a significantly lower viscosity, allowing the adhesive to aggressively "grab" and flow into difficult substrates.
- The Product Matrix: 3M™ IJ39
- The Chemistry: Creates an immediate, high-shear-force bond on Low Surface Energy (LSE) materials (e.g., High-Density Polyethylene [HDPE], polypropylene) and textured powder-coated steel.
- Commercial Application: Eliminates the continuous replacement costs associated with decals peeling off waste management bins and heavy machinery housings.
Grey Blockout Adhesive: The Opacity Barrier
When rebranding assets or updating safety protocols, "ghosting" occurs when the underlying high-contrast graphics or dark paint show through the new film.
- The Product Matrix: Oracal® 3641
- The Chemistry: The adhesive layer is heavily infused with grey pigments to create a 100% opaque light barrier, completely stopping light transmission.
- Commercial Application: Drives significant labor savings in fleet rebranding and equipment overhauls by allowing direct "over-posting," eliminating the need to chemically strip old decals.
Removable Industrial Adhesive: The Clean-Release System
Certain operational life cycles require a high-performance bond that must eventually be reversed without damaging the substrate or requiring intensive labor.
- The Product Matrix: Oracal® 3621
- The Chemistry: Formulated to maintain a flat, consistent "peel strength" curve over years of UV exposure, preventing the adhesive from cross-linking and becoming permanently fused to the surface.
- Commercial Application: Ideal for OEM leased equipment, temporary safety/OSHA notices, and promotional fleet markings where clean removal (no adhesive residue, no heat torches) is required.
Microsphere / Repositionable Adhesive: The Mechanical Stand-Off
For large-scale heavy equipment wraps or complex compound curves, an immediate "grab" is an installation liability. Mechanical repositionability is critical to ensure precise alignment without stretching or distorting the film.
- The Product Matrix: 3M™ IJ180Cv3 (featuring Controltac™ technology)
- The Chemistry: This system engineers microscopic glass spheres directly into the adhesive layer. During initial placement, these beads act as physical stand-offs, preventing the acrylic adhesive from fully contacting the substrate. This allows the film to literally "slide" frictionless across the surface.
- Activation: Once perfectly aligned, the installer applies firm squeegee pressure, driving the glass beads deep into the adhesive bed. This allows the acrylic to instantly wet out, establishing a high-performance, long-term bond.
Problem Solvers: Decals for Difficult Surfaces
Standard commercial vinyl is manufactured for ideal conditions, perfectly smooth, chemically receptive surfaces. Industrial environments rarely offer ideal conditions. When the substrate itself actively resists adhesion or presents severe visual interference, specifying engineered "problem-solver" films is not an upgrade; it is a mechanical necessity.
3M™ IJ39 – High-Tack for Low Surface Energy (LSE) Plastics
Standard vinyl films suffer from rapid adhesion migration and edge-curl when applied to "slick" surfaces. 3M™ IJ39 is engineered specifically to overcome this surface energy mismatch.
- The Physics of the Failure: Low Surface Energy (LSE) materials lack the molecular attraction required to pull standard adhesives into their microscopic pores. The adhesive acts like water on a freshly waxed car, it beads up rather than wetting out.
- The Engineered Solution: The IJ39 utilizes a heavily modified, high-tack acrylic adhesive chemistry that rapidly wets out and bites into LSE substrates, creating a structural bond where intermediate films fail entirely.
- Commercial Application & ROI: * HDPE Waste Bins: Eliminates the continuous replacement cycle of decals failing under weather and mechanical emptying.
- Powder-Coated Equipment: Solves the primary adhesion failure point on heavy machinery frames, where the powder coating's chemical makeup inherently resists standard vinyl.
- Textured Enclosures: Provides the necessary adhesive mass to fill the valleys of "pebbled" plastic tool cases and generator housings.
Oracal® 3641 Blockout – The Labor-Saving Concealer
In industrial re-branding and equipment overhauls, the cost of the replacement decal is often dwarfed by the hourly labor rate required to chemically strip and scrape off the old, baked-on graphics.
- The Physics of the Failure: Applying standard white vinyl directly over an existing graphic results in "ghosting." The high-contrast edges, dark paint, or bright safety yellow of the underlying image will transmit light through the new film, rendering the new barcode or safety warning illegible.
- The Engineered Solution: Oracal® 3641 is manufactured with a specialized, heavily pigmented grey adhesive layer. This grey barrier acts as a complete light blocker, providing 100% opacity regardless of what is underneath.
- Commercial Application & ROI: * Fleet Rebrands & Over-Posting: Allows installation teams to bypass the stripping process entirely, applying new fleet logistics data directly over the old graphics.
- Equipment Updates: Seamlessly conceals obsolete technical specifications or outdated OEM branding on refurbished machinery.
- Compliance Info: Instantly covers obsolete OSHA or hazard warnings with updated, compliant labels without visual interference.
Reflective Industrial Decals
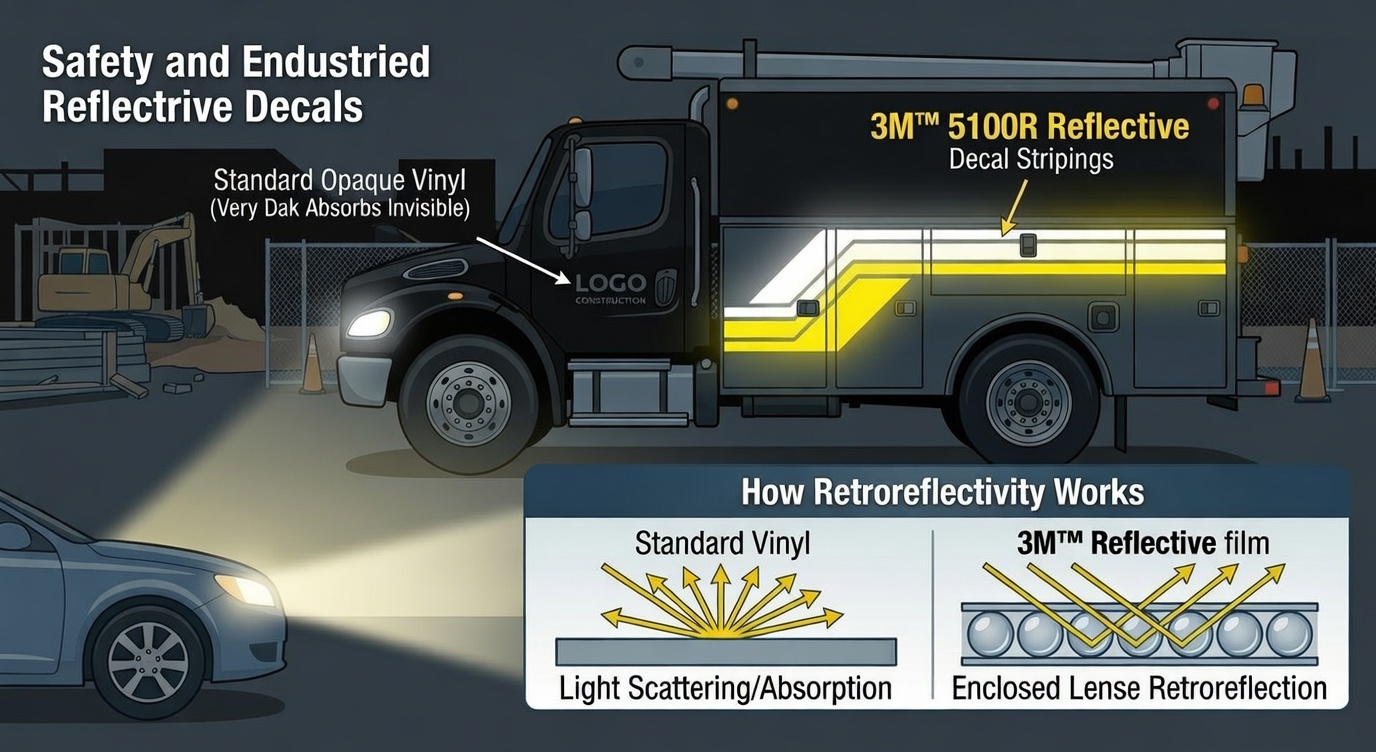
In operational environments that run round-the-clock, from mining operations to utility grid maintenance, passive visibility is a non-negotiable safety requirement. When ambient lighting fails or shifts to nighttime operations, standard opaque vinyl becomes a severe safety and operational liability.
The Engineering: Retroreflectivity
Unlike standard vinyl that absorbs or scatters light, industrial reflective films are engineered with retroreflective technology. This means they utilize enclosed microscopic glass beads or micro-prisms to capture light from a source (like a vehicle headlight) and bounce it directly back to the observer, creating intense, high-contrast visibility in near-total darkness.
The Product Matrix: 3M™ 5100R Reflective
Standard "engineer-grade" reflectives are notoriously brittle and prone to cracking, making them suitable only for perfectly flat, rigid street signs. The 3M™ 5100R is a specialized, flexible, enclosed-lens reflective film engineered specifically to withstand severe outdoor environments while conforming to the varied surfaces of heavy machinery.
Commercial Application
- Emergency Equipment Marking: Permanent, high-visibility identification for emergency shut-off valves, fire suppression systems, and egress pathways that must be instantly locatable during power failures.
- DOT & Conspicuity Compliance: Meeting strict Department of Transportation (DOT) visibility regulations for heavy commercial trucks, trailers, and heavy transport assets, preventing costly fines and liability in the event of an accident.
- Utility & Night-Shift Logistics: Fleet branding and asset identification for utility trucks operating adjacent to active roadways, ensuring 24/7 worker safety and operational tracking.
Cast vs Calendared for Industrial Use
The dimensional stability and physical limitations of an industrial decal are permanently set during its manufacturing process. Specifying the wrong film construction guarantees premature mechanical failure, specifically shrinkage, edge-curl, and "tenting" over rivets.
To correctly specify a film, buyers must understand the difference between Calendered and Cast manufacturing.
Calendered Vinyl: The Economical Standard
Calendered vinyl is manufactured by extruding a heated mass of PVC and squeezing it through a series of massive steel rollers (the calendering process) to stretch it to the desired thickness.
- The Physics of the Failure: Because the material is physically stretched, it retains "mechanical memory." Over time, subjected to thermal cycling and UV exposure, calendered vinyl will continually attempt to shrink back to its original, thicker form. This shrinkage causes the edges to pull back, exposing the adhesive bed to dirt and chemical degradation.
- Commercial Application: Calendered films are highly economical but are engineered exclusively for flat surfaces or simple, single-directional curves requiring short-to-medium-term durability (1 to 3 years).
Cast Vinyl: The High-Performance Standard
Cast vinyl (such as 3M™ IJ180Cv3) is manufactured by mixing liquid PVC resin and pouring it onto a highly polished casting web, where it cures in high-temperature ovens.
- The Physics of the Solution: Because the film is poured rather than stretched, it cures in a relaxed state. Cast vinyl possesses absolutely zero mechanical memory. When heated during installation, it becomes highly malleable, allowing it to be stretched into deep corrugated channels, over heavy industrial welds, and around complex rivets without pulling back.
- Commercial Application: When engineers require long-term machinery decals (5 –10 years) that will not fail under mechanical stress or compound curves, cast film is the mandatory, fail-safe specification.
Lamination: When It’s Required
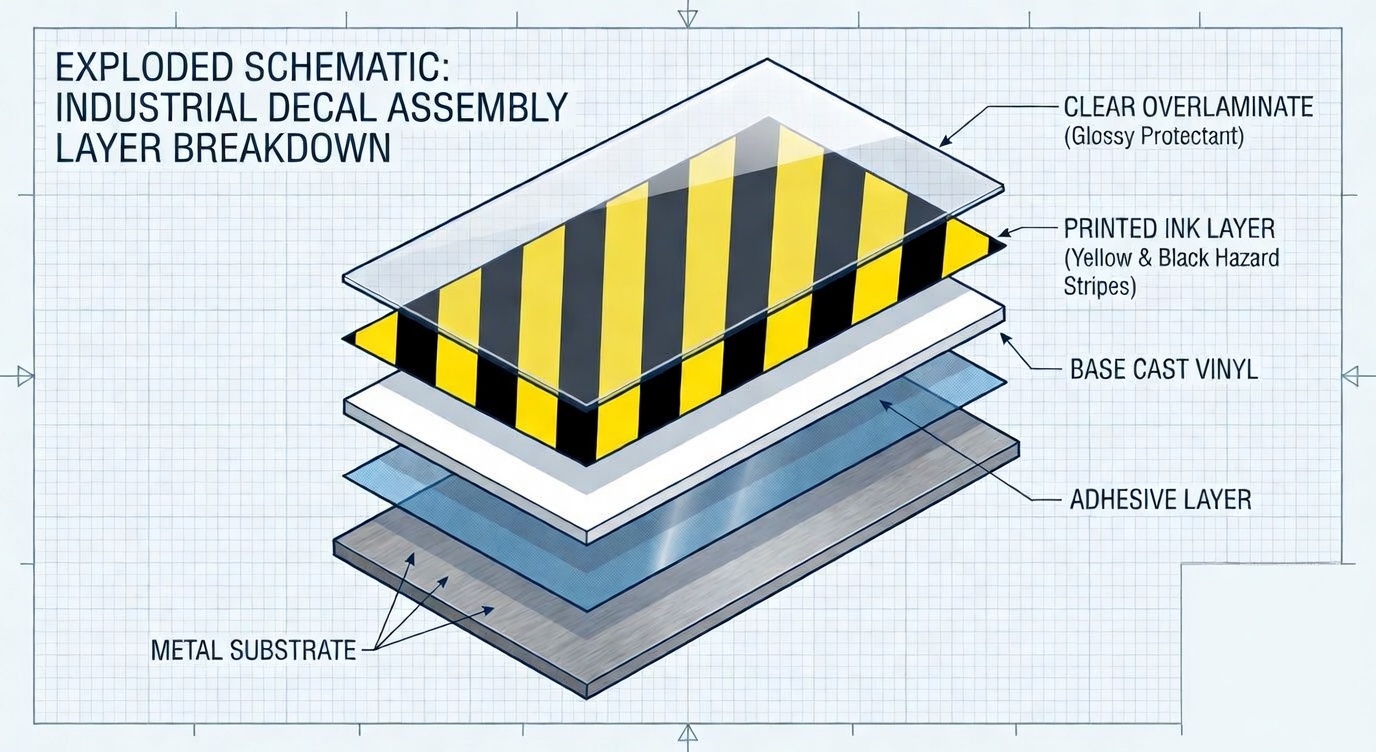
In commercial print, lamination is often treated as a cosmetic enhancement to add gloss or matte finishes. In the industrial sector, lamination is a functional engineering requirement. It is a clear, sacrificial film applied directly over the printed graphic that acts as the primary barrier against mechanical shearing and chemical degradation.
Specifying an unlaminated decal for a harsh environment guarantees premature failure, rendering the base vinyl and adhesive investments useless.
When Lamination is an Engineering Requirement
Overlaminates must be matched to the base vinyl (e.g., cast laminate on cast vinyl) and are required in the following scenarios:
- Chemical & Solvent Exposure: Environments where direct or ambient contact with industrial degreasers, hydraulic fluids, and Skydrol is present. The laminate acts as an impermeable barrier, preventing the fluid chemistry from dissolving the ink layer.
- Fuel Exposure & Fumes: Direct diesel spills and the continuous ambient presence of gasoline fumes actively break down unprotected vinyl.
- High Mechanical Abrasion: High-traffic operational zones where decals are subjected to forklift sideswipes, heavy operator handling, or flying debris. The overlaminate absorbs the kinetic friction, sacrificing its surface to protect the critical data underneath.
- Hydrostatic Pressure Washing: Heavy wash-down environments utilize high-PSI nozzles that can mechanically blast unprotected ink directly off the substrate. Lamination provides a unified, hardened surface that withstands the sheer force of the water jet.
When Lamination is an Optional Value-Engineer
Practical procurement requires knowing when to safely reduce costs without compromising operational integrity. Lamination can be bypassed in controlled, low-stress environments:
- Indoor Control Panels: Interface overlays situated in climate-controlled, dry environments not subjected to aggressive chemical cleaning protocols.
- Sealed & Protected Surfaces: Graphics applied inside sealed electrical enclosures or interior equipment cabs where UV radiation, weather, and physical abrasion are non-factors.
Environmental & Compliance Considerations
Specifying a functional decal requires passing strict regulatory thresholds and thermal dynamics tests. Failure to meet these environmental standards results in non-compliant equipment, failed inspections, and significant liability.
Regulatory & Safety Standards
High-performance films from manufacturers like 3M and Oracal are rigorously tested to meet global compliance frameworks:
- OSHA Legibility Requirements: OSHA mandates that hazard warnings (Danger, Caution, Warning) maintain specific high-contrast color standards (e.g., Safety Red) and permanent text legibility. UV-faded or heavily abraded decals immediately trigger equipment lockouts and compliance citations.
- ASTM E84 (Surface Burning Characteristics): Essential for decals applied to interior warehouse architecture or transit equipment, certifying the material meets strict flame spread and smoke development limits.
- RoHS (Restriction of Hazardous Substances) & REACH: Mandatory for global OEMs and electronic enclosures, guaranteeing the films and adhesive chemistries are free from restricted heavy metals (lead, cadmium) and Substances of Very High Concern (SVHCs).
Thermal Dynamics: Application vs. Service Temperatures
Engineering a permanent bond requires distinguishing between the temperature on the installation floor and the operational temperature of the machinery.
- Minimum Application Temperature: The critical threshold (typically 40°F to 50°F / 4°C to 10°C) required for the acrylic adhesive to reach a liquid "flow" state. Applying a decal below this temperature causes the adhesive to freeze into a solid, preventing a molecular bond.
- Service Temperature Range: Once the adhesive is fully cured (72 hours), premium industrial decals (like 3M IJ180) are engineered to survive massive thermal cycling, typically functioning from -65°F up to 225°F (-54°C to 107°C).
Installation Best Practices
Even the highest-grade 3M Cast film will suffer catastrophic failure if the bond is compromised at the moment of application. Proper industrial installation requires treating the substrate with clinical precision to eliminate invisible chemical barriers.
- The Isopropyl Alcohol (IPA) Standard: Commercial glass cleaners and degreasers leave behind ammonia, waxes, and surfactants that actively repel adhesives. The strict industrial standard is a 70% to 90% IPA-to-water ratio, applied using a two-rag method (wipe wet to break down oils, wipe dry immediately before the solvent flashes off).
- Eliminating the Silicone Threat: Silicone is the ultimate adhesive killer, commonly found in heavy-duty lubricants (WD-40), interior detailing sprays, and factory mold-release agents. If silicone is suspected, the surface must be neutralized with a specialized citrus-based commercial prep solvent prior to the final IPA wipe.
- Thermal Measurement: Measuring the ambient air temperature is insufficient. A piece of heavy machinery brought indoors from the winter cold may take 24 hours for the steel surface to warm up. Installers must verify the surface temperature meets the manufacturer's minimum threshold.
- Hydrostatic Edge Sealing: In intense wash-down or food-processing environments, standard adhesion is often insufficient against direct high-pressure water jets. Installers must apply an industrial clear liquid acrylic edge sealer around the entire perimeter of the graphic. This creates a permanent, waterproof wedge that physically blocks moisture from migrating under the vinyl edge.
How to Choose the Right Industrial Decal
Specifying the correct industrial decal does not have to be a guessing game. To eliminate analysis paralysis and ensure operational compliance, the team at Good Guys Signs utilizes a strict decision framework.
By defining your operating environment, identifying the exact surface chemistry, and anticipating the mechanical exposure, you can match your application to the exact polymer and adhesive system required. Use this matrix to specify your materials accurately.
| Environment | Surface | Exposure | Recommended Film Specification |
| Heavy Machinery / Waste Management | LSE Plastics (HDPE, Polypropylene), Powder-Coated Metal | Heavy weather, vibration, mechanical emptying | 3M™ IJ39 High-Tack: Engineered with low-viscosity adhesive to aggressively bite into slick surfaces. |
| Fleet Rebrands / Refurbished Assets | Existing Graphics, Dark Metal, Outdated OEM Paint | High UV solar load, direct over-posting | Oracal® 3641 Blockout: Grey-pigmented adhesive provides 100% opacity to prevent ghosting. |
| 24/7 Operations / Emergency Utility | Utility Vehicles, Emergency Shut-off Valves, Transport Assets | Nighttime operations, power failures, low-light environments | 3M™ 5100R Reflective: Enclosed-lens retroreflective technology ensures strict DOT and safety compliance. |
| Long-Term Asset ID (7–10 Years) | Complex Compound Curves, Rivets, Deep Corrugated Channels | Extreme thermal cycling, physical mechanical stress | 3M™ IJ180Cv3 Cast: Poured vinyl with zero mechanical memory ensures no shrinkage or edge-lift. |
| Indoor Operations / Leased OEM Equipment | Flat Control Panels, Bare Aluminum, Rigid Signage | High-glare factory floors, climate-controlled spaces | Oracal® 3621 (Matte): Removable adhesive system allows for clean updates without chemical solvents. |
| Chemical Processing / Wash-Down Zones | Any Compatible Substrate | High-PSI water jets, industrial degreasers, diesel fuel, hydraulic fluid | Add Matched Overlaminate + Edge Sealer: Mandatory clear sacrificial barrier to protect ink and base vinyl. |
Frequently Asked Questions
Q: Do industrial decals need to be laminated?
A: In the industrial sector, lamination is a functional engineering requirement, not a cosmetic enhancement. It acts as a clear, sacrificial barrier against mechanical shearing, high-pressure washing, and chemical degradation. Specifying an unlaminated decal for a harsh environment, such as a fueling station or a machine shop, guarantees premature failure and renders the base vinyl investment useless. Lamination is only optional in controlled, low-stress environments like indoor control panels.
Q: What is the difference between cast and calendered vinyl?
A: The difference lies in the manufacturing process, which permanently sets the physical limitations of the film. Calendered vinyl is physically stretched through heavy rollers, meaning it retains "mechanical memory" and will continually attempt to shrink back to its original form over time. It is economical but strictly for flat surfaces. Cast vinyl is poured as a liquid and cures in a relaxed state, meaning it possesses zero mechanical memory. It will not shrink or pull back, making it the mandatory specification for complex curves, rivets, and long-term machinery decals.
Q: How long do industrial decals last outdoors?
A: When engineered correctly, a premium industrial decal can last 7 to 10 years outdoors. Achieving this lifespan requires specifying a high-performance cast vinyl with a matched overlaminate. However, longevity is heavily dependent on environmental stressors. Standard decals will degrade much faster if subjected to extreme UV exposure, chemical contact, or high-abrasion environments without the proper protective layers.
Q: Why won't my decals stick to textured plastic or powder-coated metal?
A: This is a classic adhesion failure caused by Low Surface Energy (LSE) substrates. Materials like HDPE, polypropylene, and powder-coated steel chemically resist standard acrylic adhesives. Instead of "wetting out" and forming a structural bond, the adhesive beads up. To solve this, you must specify a high-tack, low-viscosity adhesive, such as 3M™ IJ39, which is engineered specifically to penetrate, grab, and hold onto LSE molecular structures.
Final Section: Why Industrial Buyers Choose Material Transparency
In the commercial print industry, suppliers frequently mask low-grade, calendered vinyl behind "house brands" or generic material descriptions to maximize their margins. In an industrial engineering environment, this lack of supply chain transparency is a critical operational risk.
Industrial decals are not commodity stickers. Specifying the correct cast film and engineered adhesive system is a structural decision that directly impacts OSHA compliance, machine safety, and long-term asset value. When a safety officer specifies a warning label for a high-pressure wash-down environment or a low-surface-energy plastic, they cannot afford the liability of an unknown adhesive chemistry.
This is why we mandate absolute material transparency. We explicitly name the exact polymer and adhesive systems utilized in every order, whether we are engineering a solution with 3M™ IJ39 High-Tack for your HDPE enclosures or Oracal® 3641 Blockout for your fleet refurbishments.
When you receive a material specification from us, you are not receiving a generic print quote; you are receiving an engineered performance guarantee. By providing full visibility into our material science, we ensure that engineers, safety officers, and procurement managers know precisely the physical and chemical tolerances of what is being applied to their equipment. This philosophy mitigates buyer risk, ensures regulatory compliance, and permanently eliminates costly field failures.
 (800) 215-6424
(800) 215-6424